В.А Суворов, Главный механик гипсокартонного производства, ООО «Кнауф Гипс Колпино»,
С. П. Мерчев, Заместитель Генерального Директора, ООО «Технологические системы защитных покрытий», Группа «Плакарт»
СУХИЕ СТРОИТЕЛЬНЫЕ СМЕСИ №5, 2017
.
Ключевые слова:
Гипсокартон, гипсовые производства, производственные линии, лазерная наплавка, технологии напыления, надежность производственных линий
В условиях усиливающейся конкуренции в производстве гипсокартона, мы добились существенного сокращения издержек серийного производства, сократив частоту ремонта и общую стоимость обслуживания оборудования путем использования более износостойких деталей.
Современные технологии упрочнения поверхностей способны в режиме органических инвестиций разительно изменить текущие подходы к ремонту производственных линий, сокращая количество плановых осмотров и повышая надежность узлов.
Роботизированные технологии лазерной и плазменной наплавки, высокоскоростного напыления успешно зарекомендовали себя в качестве инструмента для производства элементов оборудования производства гипсовых продуктов, защищенных от:
• Интенсивного износа
• Коррозии
• Налипания
• Других факторов.
«Increasing Gypsum Productions Lines Equipment Performance by Using Laser and Thermal Spray Technologies»
Vadim Suvorov, Chief Mechanist plasterboard production, LLC “Knauf Gips Kolpino”,
Sergey Merchev, Deputy General Manager, LLC “Tecnholgical Systems for Protective Coatings”,
Keywords:
Plastic boards, gypsum productions, production lines, laser cladding, thermal spray, reliability
Costs cutting is the main task any company’s permanently striving to solve to provide itself stability, financial safety on competitive shrinking markets.
Scheduled maintenance helps chief mechanic departments to predict repair and form overhaul budgets.
Using modern surfacing technologies in spare parts for production lines manufacturing may significantly short amount of planned maintenance sessions and increase equipment reliability.
Robotized technologies of laser cladding, PTA, high-velocity thermal spraying has already proven as the instruments for manufacturing high reliable spare parts for gypsum productions lines, protected form wear, corrosion, sticking, and other factors.
Уровень производства гипсокартона в Российской Федерации оценивается в 300 млн. м2/год, что составляет около 4% мирового рынка. Снижающиеся темпы роста внутреннего потребления переориентируют производителей на зарубежные рынки Восточной Европы и Скандинавии, которые благодаря выгодному курсу и небольшому логистическому плечу охотно потребляют продукцию российских заводов.
Значимость таких показателей, как надёжность производственных линий сокращение времени и количества ремонтов, усиливается, создавая дополнительные. конкурентные преимущества для промышленных предприятий и возможности для оптимизации затрат. Работа по переработке гипсового сырья подразумевает решение трёх основных задач: борьба с износом оборудования, защита оборудования от коррозионного износа, предотвращения налипания и высыхания сырья на узлах линии.
Важным фактором является сокращение трудозатрат при ремонте. Этого можно достигнуть, оптимизируя сроки службы изнашиваемых деталей. Тогда в рамках одного планового технического обслуживания можно заменить ряд деталей, что сокращает простои и трудозатраты механической службы.
В настоящее время основными материалами, используемыми на линии гипсокартона для работы в контакте с гипсом, являются нержавеющая сталь 12Х18Н10Т и Сталь 40Х.
Причины выбора таких материалов обуславливаются соотношением цена-качество.
Нержавеющие стали применяются в местах неинтенсивного износа, предохраняя большие, в основном корпусные, элементы от коррозии. Благодаря конструкционным особенностям ресурс таких деталей в среднем составляет 1-12 месяцев. Разброс определяется абсолютным значением массы изделия.
Сталь 40Х применяется благодаря высоким прочностным характеристикам, способности закаливания, а также невысокой цене и технологичности. Недостатками ст40 является высокая коррозионная активность в гипсовой среде. Нержавеющие же стали быстро изнашиваются.
Учитывая вышеперечисленные особенности, механические службы вынуждены придерживаться стратегии частого регламентного осмотра технологической линии для гарантированного предотвращения аварийных ситуаций.
Применяя современные технологии модификации поверхностей мы разительно изменили план осмотров/ремонта производственного оборудования на нескольких заводах благодаря эффективной защите от износа, коррозии и налипания.
Лазерные технологии
Большинство заводов применяют на ремонтных участках оборудование для наплавки электродами для выполнения оперативного ремонта, и реже для производства новых запчастей. Загрузка таких участков не всегда полная абсолютная, но требует высокой квалификации персонала, что создаёт также и кадровые проблемы.
Благодаря принципиальной однотипности гипсокартонных линий, задача производства недорогих высококачественных запасных частей может решаться на современных инженерных предприятиях B2B сектора. При определённом размере партии даже кажущиеся дорогими лазерные технологии благодаря высокой степени автоматизации несут в себе ряд дополнительных преимуществ:
• Возможность создания твердосплавный слоёв на малогабаритных изделиях
• продленный ресурс благодаря более качественному сырью
• упрощение производственного процесса с применением лазерного воздействия (высокие скорости нагрева/остывания)
• снижение стоимости эксплуатации оборудования
«Применяя лазерный реинжиниринг в работе мы значительно изменили и продолжаем менять конструкции деталей, снижая массу изделий, исключая лишние производственные операции»- утверждает директор производства. Действительно, по некоторым изделиям удалось сократить производственный цикл на 20%. Именно реинжиниринг в комбинации с мощной производственной базой позволяют давать соизмеримые с рыночными ценами, предоставляя при этом более высокое качество.
Нож верхний (нож турбины и т.п.) первым из составных частей гипсомешалки (перемешивает за 1 минуту до 500 кг. гипса) подвергается износу гипсовой массой. Вращение ножа с частотой 5 Гц и проходящая через вводное отверстие масса сырья обуславливают высокие требования к прочности данного изделия (см. Рис. 1. Нож верхний).
 Рис. 1 Нож верхний гипсомешалки с наплавленным твердосплавным слоем
Рис. 1 Нож верхний гипсомешалки с наплавленным твердосплавным слоем
Основными функциональными требованиями являются прочность и износостойкость, поэтому на многих производствах используют прочную Сталь 40Х, нанося на нее материалы на основе карбида вольфрама методами дуговой наплавки.
• Для проведения качественной наплавки электродами необходимо провести значительный предварительный подогрев Стали 40Х, не менее 300 градусов.
• Из-за особенностей технологии толщина слоя получается переменной, что влечет за собой длительную механическую обработку
• Ненаплавленные участки детали подвергаются значительному коррозионному воздействию, а на очаги ржавчины происходит интенсивное налипание гипса.
Традиционный подход заставляет механически службы предусматривать системы очистки детали.
В итоге самой частой причиной отбраковки данного типа деталей становится не износ наплавленного слоя, а усталостные трещины, способные привести к конструкционному разрушению детали.
Какие преимущества несут лазерные технологии?
При лазерной наплавке исключается предварительный нагрев. При наплавке концентрированный пучок лазерной энергии обеспечивает очень высокую скорость нагрева поверхности до температуры плавления, а скорость движения системы манипуляторов (скорость сканирования поверхности) – высокую скорость охлаждения. Такая особенность позволяет не создавать значительных напряжений даже в высокоуглеродистых материалах основы.
Смена материала на более свариваемый. Первое преимущество тянет за собой второе. Т.к. нет факторов значительно снижающих конструкционную прочность деталей, возможно заранее выбрать легко свариваемую конструкционную сталь.
Минимизация механической обработки. Тонкая фокусировка лазера позволяет минимизировать расход материала, а значит – более точно выбирать соотношение стоимости и срока службы деталей. Размерность ванны расплава определяется диаметром пятна лазерного излучения в зоне фокуса оптической системы наплавочного комплекса. Наиболее часто применяется диаметр 3мм. Характерный внешний вид наплавленного слоя представлен на Рис. 2.
 Рис. 2. Общий вид покрытия, полученного при лазерной наплавке.
Рис. 2. Общий вид покрытия, полученного при лазерной наплавке.
Следующим шагом лазерного реинжиниринга является исключение шлифовки некоторых граней изделия. В данном случае шлифовка остается только на одной грани для обеспечения гарантированного зазора между изделие и корпусом миксера.
Исключение коррозии на изделии. Лазерная эволюция данного изделия остановилась на применении в качестве основы 12Х18Н10Т, наплавка на которую традиционными технологиями без нагрева основы до цветов каления невозможно. Лазерная наплавка с легкостью, без предварительного подогрева, создает износостойкий слой на нержавеющей стали, что позволяет эксплантатам забыть про коррозию ненаплавленных частей, а значит и налипание гипса.
Лазерные технологии могут применяться не только для наплавки твердосплавных покрытий, но и для закалки изделий из высокоуглеродистых сталей. Благодаря высокой скорости нагрева и охлаждения становится возможным очень быстро проводить локальное упрочнение высокоуглеродистых сталей. Вместо нескольких часов в печи при высокой температуре, когда на выходе мы получаем объемно закаленную деталь, обладающую высокой хрупкостью, мы сегодня получаем упрочненные поверхностные слои до 1 мм толщиной, при этом оставляя мягкими, что предотвращает их разрушение при высоких нагрузках, характерных в работе серийных линий. Закаленные лазером изделия являются более бюджетным предложением компании.
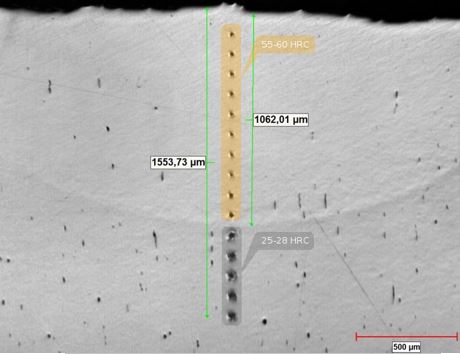 Рис. 3. Микроструктура закаленного слоя материала 34ХН1МА
Рис. 3. Микроструктура закаленного слоя материала 34ХН1МА
Газотермические технологии напыления
Лазерные технологии сегодня хорошо зарекомендовали себя среди производителей гипсокартона. Наплавка и упрочнение традиционно использовались механиками гипсовых производств, поэтому инновационные технологии наплавки были восприняты очень легко. Куда сложнее было доказать работоспособность покрытий газотермического напыления.
Действительно, высокоскоростное газопламенное напыление может значительно сократить эксплуатационные затраты, благодаря повышению износостойкости корпусных изделий; газопламенное напыление полимера может решать проблемы, связанные с налипанием гипса, а плазменное напыление способно предотвращать электрический пробой, а также защищать от высоких температур.
Сегодня мы пытаемся расширить наше предложение для производителей, мы смотрим в сторону измельчениям гипса, его подготовки, производства сухих смесей, а также пазогребневых плит.
Уже сегодня успешно проведен ряд пилотных работ по защите корпусных деталей гипсовой мешалки от износа.
 Рис. 4. Высокоскоростное напыление износостойкого покрытия на корпусные детали оборудования линии производства гипсокартона.
Рис. 4. Высокоскоростное напыление износостойкого покрытия на корпусные детали оборудования линии производства гипсокартона.
Применяя комплекс технологических приемов, мы стремимся предложить лучшее рынку гипсовых производств. С рядом заводов уже сегодня намечены программы по нормализации ресурсных характеристик узлов производственных участков, а также по их увеличению. Даже решение первой задачи позволит значительно сократить время ремонта оборудования, благодаря повышению предсказуемости процесса ремонта, и снижению числа ремонтов.
Выводы:
1. Тесное сотрудничество с механическими службами заводов позволяет оперативно достигать поставленной цели. В этом сотрудничестве мы видим основную ценность процесса и чувствуем нашу необходимость клиенту.
2. Характеристики получаемых изделий превосходят текущие решения.
3. Последние наработки по использованию напыления не имеют аналогов в гипсовой промышленности.
4. Наши наработки оценены иностранными производителями гипсовых материалов.
5. Сотрудничество с компанией носит характер «органических инвестиций», когда производитель с минимальными затратами получает принципиально новый уровень качества и надежности своих производственных линий.